Наряду с подбором наиболее богатых и чистых кварцев или кварцитов производство технически чистого кремния необходимо обеспечить возможно более чистым, малозольным углеродистым восстановителем. Важно, чтобы углеродистый материал обладал также высокой реакционной способностью, Плотные, хотя и богатые по содержанию углерода, материалы не могут являться хорошими восстановителями.
Сравнивая работу доменных печей на антраците и на древесном угле, М.А. Павлов [10] подчеркнул, что древесный уголь, благодаря своей пористости, при равном весе занимает в 6 раз больший объем, чем антрацит. Поры древесного угля способствуют прохождению газов и ускоряют процесс горения. Даже специально изготовленный из каменных углей пористый кокс при одинаковом весе занимает втрое меньший объем (в объеме доменного кокса 56% пустот, литейного – 48%), чем древесный уголь, причем поры такого кокса не представляют собой прямолинейных каналов. По этим причинам древесный уголь, несмотря на высокую цену (56 руб/т), в настоящее время широко применяется для производства кремния. Большим преимуществом древесного угля является также его высокое электрическое сопротивление по сравнению с другими углеродистыми материалами.
Большое внимание выбору углеродистых восстановителей в электротермических процессах уделял основатель советской электротермической школы М.С. Максименко [11], который пришел к выводу, что наиболее активный углеродистый материал оказывает наибольшее сопротивление электрическому току. Этот вывод подтверждается табл. 3.
|
Материал |
Зола % |
Пористость % |
Удельное электрическое сопротивление ом • мм2/м |
Реакционная способность объем СО / объем CO2 |
| Древесный уголь, прокаленный при 800° |
2,80 |
50 |
6900 |
1,80 |
| Кокс каменноугольный из различных шихт |
0,8 – 12,5 |
47,2 – 54,6 |
253 – 880 |
0,36 – 1,32 |
| Кокс пековый и нефтяной |
0,3 – 0,7 |
24.3 – 24,7 |
225 – 246 |
0,15 – 0,25 |
Реакционная способность в табл. 3 определена по ходу реакции CO2 + С ? 2СО. за 30 мин. при 950°. Ранее реакционную способность углеродистых материалов определяли по температуре возгорания, которая для древесного угля на 150 – 200° ниже, чем для каменноугольного кокса, на 200° ниже, чем для нефтяного кокса, и на 250° ниже, чем для кокса пекового.
На основании работ Неймана и Ван Алена и Крылова Максименко установил, что зола и ее состав значительно влияют на реакционную способность кокса. Оказалось, что окись кальция и окись железа повышают реакционную способность углеродистого восстановителя, а кремнезем и глинозем, наоборот, понижают ее. Вот почему очень важно отсеивать углеродистые восстановители от мелочи, которая содержит основную массу золы, в частности, песка и глины. В необходимых случаях рекомендуется промывать и древесный уголь, что позволяет снизить его зольность до 0,85%. К сожалению, эти рекомендации на производстве часто не выполняются.
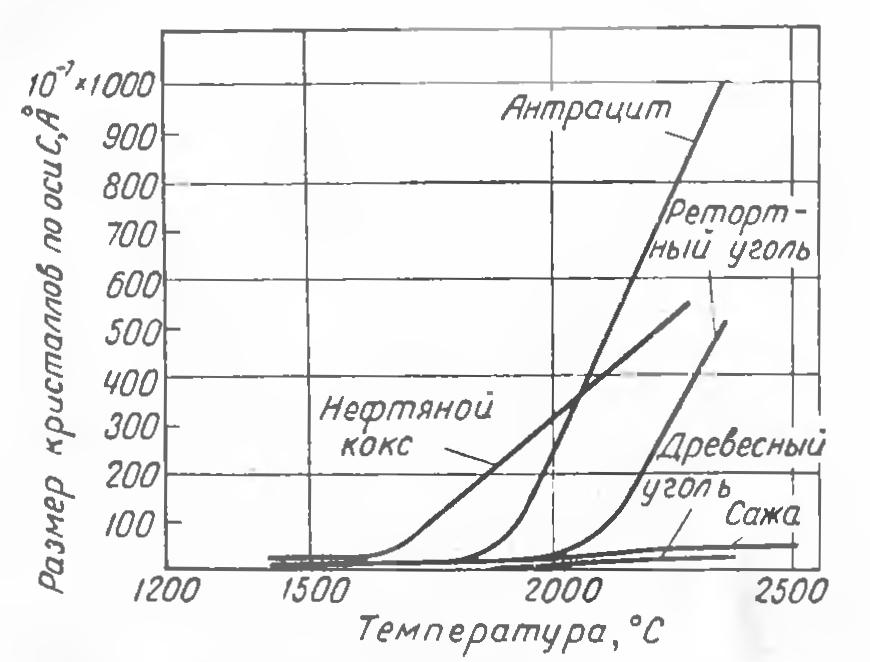
Каменноугольный коксик нельзя использовать в шихте для производства кремния из-за высокой зольности. Влияние пористости на реакционную способность углеродистых материалов можно объяснить по Максименко следующей формулой:
где![]() скорость реакции гетерогенной системы;
скорость реакции гетерогенной системы;
x – концентрация реагента в момент времени t;
А – коэффициент пропорциональности;
S – удельная поверхность;
с – начальная концентрация реагента.
При этом в условиях электротермического восстановления трудновосстановимых окислов необходимо учитывать влияние температуры процесса на реакционную способность углеродистого восстановителя. При температуре ниже 1200° горение углерода сопровождается образованием смеси равных объемов СО и CO2 (по реакции 4С + 3О2 ? 2CO2 + 2СО), а при температуре выше 1600° в смеси имеется только 33% CO2. При 1727° CO2 частично (1,5%) диссоциирует на СО и кислород, а при 2727° диссоциация происходит на 44%. Поэтому для температур восстановления трудновосстановимых окислов указанное выше определение реакционной способности углеродистых материалов может оказаться ошибочным.
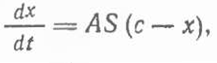
Реакционная способность углеродистого восстановителя тесно связана с его электрическим сопротивлением, а последнее зависит от размеров кристаллов углерода. В коксе и древесном угле размер кристаллов углерода составляет 1 • 10-7 см, а в искусственном графите по достижении температуры 2500° – 1 • 10-4 см, т.е. в 1000 раз больше. При этом с повышением температуры для некоторых материалов, например нефтяного кокса, характерен заметный рост кристаллов (рис. 1).
Из этого некоторые исследователи делают вывод, что при высоких температурах реакционная способность и электросопротивление различных видов углерода выравниваются. Электрическое сопротивление литейного, нефтяного или пекового кокса в кусках размером 10 мм при нагреве от 20 до 1500° уменьшается в 1,5 раза, древесного угля – в 4 раза (рис. 2.)

Несмотря на это, древесный уголь остается материалом, в 7,5 раз хуже проводящим ток, чем все виды кокса.
Некоторые исследователи связывают размер кристаллов углеродистых материалов с величиной поверхностной энергии. Углеродистые материалы с высокодисперсной кристаллизацией (например, древесный уголь) обладают повышенным запасом поверхностной энергии. Если при окислении графита до углекислого газа выделяется 94 220 кал, то при окислении аморфного углерода выделяется 97 860 кал, т.е. на 3 640 кал больше, что характеризует более высокую реакционную способность аморфного углерода [12]. Размер кристаллов древесного угля даже при высоких температурах увеличивается незначительно Удельное электрическое сопротивление его при высоких температурах выше, чем у других углеродистых материалов.
С повышением температуры обжига углеродистых восстановителей падает их химическая активность. Древесный уголь и в этом случае имеет преимущества перед другими углеродистыми материалами (рис. 3).

Структура всех углеродистых материалов, кроме алмаза, представляет собой правильную гексагональную решетку со стороной в 1,41 ? (рис. 4).

Расстояние между ближайшими слоями – базисными плоскостями – равно 3,345 ?. Базисные плоскости располагаются так, что четные и нечетные слои симметричны между собой.
В ископаемых углях имеется только зачаточная кристаллизация. Например, антрациты построены из очень мелких кристаллов («кирпичиков») графита; каждый кирпичик состоит всего из 48 атомов углерода. Зависимость размеров кристаллов графита от температуры прокаливания пекового и нефтяного кокса показана в табл. 4 (по данным рентгеноструктурного исследования [13]).
|
Вид кокса |
Непрокаленный |
Прокаленный при температуре, °С |
|
|
750 |
1500 |
||
| Пековый |
23,2 / 20 |
35 / 22,6 |
125 / 43 |
| Нефтяной |
28,2 / 14 |
28,5 / 16,3 |
105 / 42 |
Из табл. 4 видно, что кристаллы графита при прокаливании растут преимущественно по оси а, особенно быстро при температуре выше 1500°.
Пековый и нефтяной кокс в противоположность древесному углю весьма хорошо графитизируются. Принимая, в соответствии с данными М.С. Максименко и ряда других исследователей, что использование СО в качестве восстановителя при температурах восстановления кремнезема нереально, мы считаем, что в этом процессе участвует в качестве посредника иная газовая фаза. Такое мнение также было высказано М.С. Максименко.
При достаточно высоких температурах пары кремнезема и моноокиси (субокиси кремния SiO) омывают поверхность твердого углерода. Скорость реакции и в этом случае оказывается зависящей от величины поверхности и поверхностной энергии углеродсодержащего материала. По этой причине плотный антрацит, несмотря на малозольность, не является подходящим материалом для восстановления кремнезема.
Для выплавки кремния обычно используют малозольные и высокопористые материалы – древесный уголь, пековый и нефтяной коксы. Древесный уголь из различных пород дерева значительно отличается по составу и свойствам (табл. 5).
|
Уголь |
Насыпной вес, т/м3 |
Пористость % |
Кажущийся объемный вес |
Зола % |
Летучие % |
Сравнительные данные |
|
|
реакционная способность |
электросопротивление |
||||||
|
Березовый |
0,200 – 0,260 |
73 – 80 |
0,43 – 0,44 |
0,5 – 0,7 |
16 – 22 |
100 |
1 |
|
Сосновый |
0,12 – 0,14 |
78 |
0,23 – 0,31 |
1,0 |
26 – 28 |
97 |
2,5 |
|
Еловый |
0,14 – 0,18 |
68 |
0,19 – 0,27 |
0,8 |
35 |
65 |
– |
В зависимости от способа углежжения (печной или кучный) древесный уголь одной и той же породы может также значительно различаться по составу и свойствам. В зависимости от способа транспортировки и хранения древесины и выжженного из нее угля содержание золы в древесном угле к моменту употребления может значительно повыситься, а состав золы при этом резко меняется. Состав золы древесного угля указан в табл. 6 [14].
|
Уголь |
Химический состав золы % |
||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
Mn3O4 |
CaO |
MgO |
К2O + Na2O |
P2O5 |
SO3 |
|
|
Сосновый |
2,4 |
2,65 |
2,76 |
4,77 |
34,62 |
6,78 |
16,88 |
3,87 |
1,9 |
|
Березовый |
1,9 |
3,40 |
0,85 |
3,51 |
30,75 |
10,33 |
18,59 |
5,12 |
3,9 |
Практически содержание золы в древесном угле достигает 5%. В результате загрязнений при углежжении, перевозке, хранении на открытых площадках состав золы резко меняется Так, состав золы березового угля со ст. Тундуш на заводе заказчике следующий: 32,08% SiO2, 5,6% Fe2O3, 14,53% Al2O3, 28,84% CaO, 6 88% MgO и т.д. Уголь, отгружаемый Ашинским комбинатом, имеет в золе 49 – 53% СаО. В мелочи древесного угля размером < 1 мм обнаружено 16,67% золы.
В зависимости от условий хранения и перевозки влажность древесного угля, являющегося весьма гигроскопическим материалом, изменяется в широких пределах – от 5 до 40%.
На практике часто приходится пользоваться древесным углем, выжженным из смешанных древесных пород и имеющим непостоянные свойства. Поэтому в расчетах не удается установить среднее содержание «сухого» или «твердого» углерода в древесном угле, т.е. углерода, принимающего участие в восстановительных процессах, происходящих в ванне дуговой печи, за вычетом летучих углеводородов. Содержание «сухого» или «твердого» углерода во влажном или в так называемом «рабочем» древесном угле может изменяться от 39 до 77%.
Не случайно поэтому М.С. Максименко рекомендовал в свое время дозировать древесный уголь не по весу, а по объему, в коробах. К сожалению, этот способ, устраняя влияние влажности, не может устранить влияние колебаний зольности и пористости, особенно при использовании древесного угля смешанных пород. Поэтому перед использованием древесного угля необходимо производить отбор средней пробы, анализ влаги (Wa), летучих (Vr), золы (Ac), пользуясь формулой:
![]() где Ств – содержание твердого углерода, %.
где Ств – содержание твердого углерода, %.
При производстве технически чистого кремния вводят в шихту от 40 до 90% древесного угля от всего «твердого» углерода.
Технические условия МПТУ 2385 – 49 на древесный уголь (доменный) предусматривают следующие 4 класса угля: С – уголь сосновый, ? – уголь прочих хвойных пород, ТЛ – уголь твердолиственных пород, МЛ – уголь мягколиственных пород.
Древесный уголь должен быть черного цвета, плотный, крепкий, в изломе – блестящий. Не допускается содержание головней длиннее 150 мм и посторонних легко отличимых примесей. Не допускается содержание необугленных раскалывающихся вдоль волокон кусков длиной до 150 мм. Куски угля могут быть длиной до 250 мм, количество более крупных кусков – до 1%. Поперечный размер – до 150 мм. Содержание «орешника» размером от 12 до 40 мм допускается для классов С и ? до 5%, для классов ТЛ и МЛ – до 10%. Мелочи меньше 12 мм при отгрузке угля должно быть не более 1,5%, при разгрузке из ж.-д вагонов (за 100 и больше км) не более 4,5%. Содержание нелетучего углерода должно составлять (к весу абсолютно сухой пробы) не менее 67% для I сорта (влаги не более 6%, остаток в барабане от 47% для ? до 65% для ТЛ) и не менее 60% для II сорта (влаги не более 10%, остаток в барабане от 42% для ? и до 60% для ТЛ).
Чем больше в шихте древесного угля, тем выше электрическое сопротивление шихты. В смеси с древесным углем для уменьшения общей стоимости углеродистого восстановителя обычно употребляется пековый (смоляной) или нефтяной кокс. Тонна пекового кокса I сорта стоит 57 руб., но тонна мелочи пекового кокса (0 – 25 мм) стоит всего 6,5 руб. Нефтяной кокс марок КИПЭ и КИКЭ стоит 50,4 руб. за тонну, а марки КН – 38,2 руб. В последнее время предложен нефтяной кокс, содержащий около 4% S, по 7,7 руб. за тонну.
Хотя пековый и нефтяной коксы (см. табл. 3) уступают каменноугольному по пористости, реакционной способности, лучше проводят ток и легче графитизируются (по последним данным нефтяной кокс полностью графитизируется при 2500° за 30 мин.), они имеют преимущество – малозольность, что имеет большое значение для получения технически чистого кремния. Хороший нефтяной кокс содержит всего 0,3 – 0,5% золы и 3 – 9% летучих; наиболее дешевый древесный уголь Ашинского комбината (23 руб. за тонну) содержит иногда 6% золы. В составе золы не менее 25% SiO2, которая в нашем случае не является вредной примесью. При большей зольности содержание SiO2 в золе поднимается до 42%. В золе содержится 18% СаО, 11 – 18% Fe2O3, 9% Al2O3. В стандартном малосернистом продукте может быть до 0,75% S. Пористость грозненского нефтяного кокса достигает 46%, а сернистого новоуфимского – 38%; электросопротивление последнего составляет 375 – 443 ом • мм2/м.
В пековом коксе золы больше; в мелочи ее может быть 9 – 10% и выше. Зола пекового кокса отличается чаще всего лишь колебаниями по сере (от 0,22 до 0,94%); в золе от 47 до 59% SiO2, от 5,8 до 7,1% СаО, от 1,64 до 2,78% MgO, от 10 до 18% Fe2O3, от 14 до 18% Al2O3, фосфора до 0,084%.
По ГОСТ 3213 – 48 (кокс пековый) и 3278 – 48 (кокс нефтяной) содержание золы в коксе допускается от 0,3 до 1,0%; серы в пековом коксе до 0,7% и в нефтяном до 1,0%,; летучих в горючей массе до 1,0% в пековом и до 7,0% в нефтяном коксе. В золе нефтяного кокса содержится (соответственно – в рядовом и в мелочи) SiO2 – 11,8 и 31,1%; Fe2O3 – 6,8 и 12,0%; Al2O3 – 6,1 и 20,1%; СаО – 2,0 и 4,0%; MgO – 5,8 и 4,3%; TiO2 – 0,7 и 0,1%. Истинный удельный вес нефтяного кокса 2,07 – 2,14 г/см3.
В табл. 7 представлены свойства пекового кокса по данным лаборатории Челябинского электродного завода (1953 г.).
| Происхождение кокса |
Примеси, % |
Пористость, % |
Удельный вес, г/см3 |
Удельное электрическое сопротивление ом • мм2/м |
||
|
зола |
летучие |
истинный |
кажущийся |
|||
| Сибирский |
0,56 |
1,62 |
34,8 |
1,77 |
1,15 |
2087 |
| Южный |
0,51 |
0,72 |
35,8 |
2,04 |
1,31 |
420 |
Обращает на себя внимание высокое электрическое сопротивление пекового кокса, особенно сибирского, отличающегося также повышенным содержанием летучих. Второй особенностью является высокая пористость образцов по сравнению с данными табл. 3.
С ноября 1943 г. по март 1944 г. исследовалась возможность уменьшения избытка углеродистого восстановителя и замены пекового кокса древесным углем при выплавке кремния [15]. Соотношение между «твердым» углеродом, вносимым пековым коксом, и древесным углем за это время изменили от 1,2: 1 до 0,5 : 1. Избыток углерода против расчетного был снижен с 30 до 20%. Расход электроэнергии на тонну продукта уменьшился с 14,5 до 13,7 тыс. квт-ч. В результате снижения простоев на очистку ванны от карборунда и снижения удельного расхода электроэнергии производительность печи повысилась на 12,5%.
В Советском Союзе самые лучшие результаты получены при работе на такой смеси древесного угля и нефтяного (или пекового) кокса, когда количество «твердого» углерода, вводимого с древесным углем, в 4 – 6 раз превышало количество «твердого» углерода, вводимого с нефтяным (пековым) коксом. Удельный расход электроэнергии при этом устойчиво составлял 10 500 – 11 ООО квт-ч/т. Следует иметь в виду, что работали на кварците, содержащем Fe2O3 + от 1,0 до 1,2%; в продукте содержание примеси железа колебалось от 0,4 до 0,6%, примеси алюминия – от 0,7 до 0,9%. Приведенное соотношение количеств древесного угля и пекового (нефтяного) коксика, оправдавшее себя на печах определенных параметров, может, разумеется, оказаться малопригодным на печах с другими конструктивными элементами и при ином электрическом режиме.
По немецким данным [16] хорошие результаты дает смесь восстановителей из одной трети древесного угля, одной трети торфяного кокса и одной трети антрацита.
Торфяной кокс [13] относят к числу углеродистых восстановителей с высокой реакционной способностью и низкой электропроводностью. Торфяной кокс – это продукт термической обработки торфа при 300 – 600°. Он содержит 9 – 16% летучих, 5,5 – 10% золы, около 4% влаги. В составе золы 34 – 40% SiO2, 12 – 19% Al2O3, 10 – 15% Fe2O3, 12,5% СаО, 2,5% MgO и около одного процента щелочных окислов. При прокаливании торфяного кокса до 900° в удаляемых летучих содержится 45% СО, 19% СН4, 18% Н2, 13% СnНm, 4% N2. Истинный удельный вес торфяного кокса 1,42 – 1,57, пористость – 56%, объемный вес 0,6 – 0,64, электросопротивление при комнатной температуре 86 350 – 95 508 ом/см3. Реакционная способность торфяного кокса выше, чем других углеродистых материалов, включая древесный уголь. При 900° порошок торфяного кокса обладает почти вдвое большим электрическим сопротивлением, чем порошок кокса каменноугольного и втрое большим, чем порошок нефтяного или пекового кокса.
При использовании одного лишь торфяного кокса печь, выплавляющая кремний, идет хорошо, в то время как при использовании одного древесного угля (объемный вес 0,25 – 0,35) нельзя работать с закрытым колошником, происходят частые обвалы шихты [13]. При работе с восстановителем, состоящим на 40% из пекового кокса, вследствие резкого повышения проводимости шихты быстро нарастают карборундовые настыли в ванне. По предложению М.А. Рысса успешно применили разрыхляющие колошник древесные быстро обугливающиеся отходы.